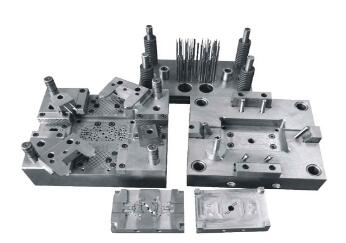
文具模具設計是否合理會直接影響塑料制品的質量�。由于模具型腔尺寸是由塑料制品要求尺寸加上所用材料的收縮率得來��,而收縮率常常是由塑料生產廠家或工程塑料手冊推薦的一個范圍內的數值���,它不僅與模具的澆口形式����、澆口位置與分布有關,而且與工程塑料的結晶取向性(各向異性)����、塑料制品的形狀����、尺寸到澆口的距離及位置有關�。影響塑料收縮率的主要因素包括熱收縮、相變收縮����、取向收縮����、壓縮收縮與彈性回復等���,而這些影響因素與精密注塑制品的成型條件或操作條件有關����。因此�,模具的設計者必須有豐富的設計和注塑成型經驗,必須考慮這些影響因素與注塑條件的關系及其表觀因素,如注塑壓力與模腔壓力及充填速度�、注射熔體溫度與模具溫度�����、模具結構及澆口形式與分布,以及澆口截面積、制品壁厚�����、塑料材料中增強填料的含量���、塑料材料的結晶度與取向性等因素的影響����。上述因素的影響也因塑料材料的不同,或者其它成型條件如溫度�、濕度��、繼續結晶化、成型后的內應力���、注塑機的變化而不同。
由于注塑過程是把塑料從固態(粉料或粒料)向液態(熔體)又向固態(制品)轉變的過程����。從粒料到熔體����,再由熔體到制品�����,中間要經過溫度場、應力場����、流場以及密度場等的作用�。在這些場的共同作用下����,不同的塑料(熱固性或熱塑性、結晶性或非結晶性���、增強型或非增強型等)具有不同的聚合物結構形態和流變性能。凡是影響到上述“場”的因素必將會影響到塑料制品的物理力學性能���、尺寸、形狀、精度與外觀質量����。
一般模具的設計要素外���,還須考慮以下幾點﹕
1�、采用適當的模具尺寸公差;
2、防止產生成型收縮率誤差����;
3�����、防止發生注塑變形�����;
4�、防止發生脫模變形�����;
5��、使模具制造誤差降至最小����;
6���、防止模具精度的誤差��;
7、保持模具精度�。